Adhesives
Within the automation process, a wide variety of adhesives can be applied through a number of application methods.
No one method is better than the rest, and the choice of how to apply adhesive is based on a number of factors.
At Arnold Machine, we primarily utilize two distinct types of automated adhesive application processes–dispensing and spray systems.
Our adhesive dispensing systems are carefully controlled to ensure accurate placement.
Adhesive dispensing systems accurately place a specified amount of adhesive—usually a bead—to a part so components can bond together during assembly. Our automated spray systems, on the other hand, are ideal if adhesives need to be sprayed accurately over an area of a part, as opposed to a specific location on a part.
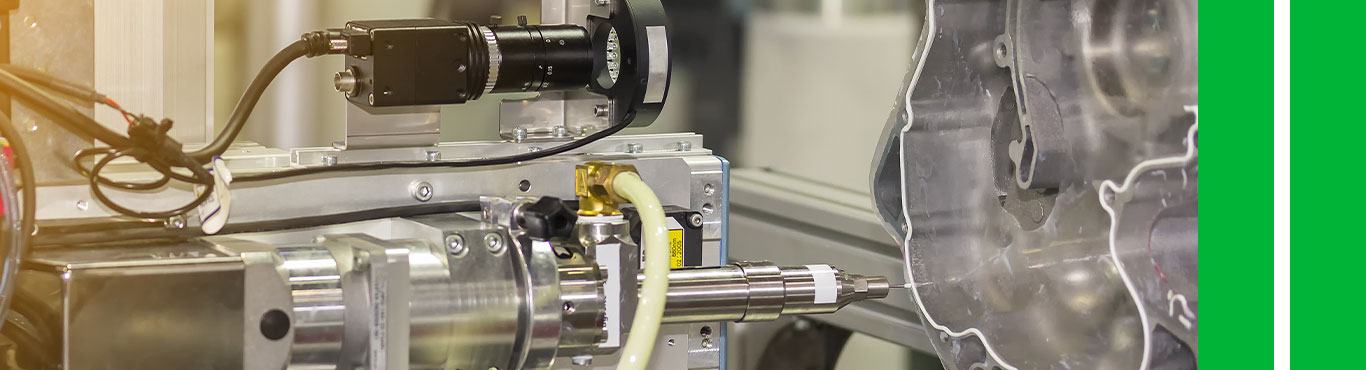
In certain cases, Arnold Machine’s team employs an automated vision inspection system for accuracy. Proper placement requires complete control over an adhesive from a bulk holding system all the way to a part, which is why we employ metering devices. A metering device also guarantees repeatability.
Our first-rate adhesive dispensing systems have been perfected over years of experience and allow for integration into existing production systems and process control over a system. They also increase the consistency of a perfectly executed action because they guarantee repeatability and decrease the risk of human error, resulting in less material and/or part waste.
In order to ensure accuracy and reliability, Arnold Machine works closely with manufacturers to understand an adhesive’s properties and intended applications.
This includes determining if preheating is required, establishing surface preparations for the part receiving the adhesive, knowing the adhesive’s tack time (i.e. the amount of time the adhesive takes to “set” or harden) and the amount of adhesive required for the application.
If you think something’s holding your adhesive dispensing process back, we should talk. Contact us now.
We have extensive experience in adhesive application and work when either (a) a part needs to be presented to a fixed dispensing head or (b) a robot is required to move an adhesive to a part.
Presenting a part to a fixed head is optimal if only a dot of adhesive is required. More intricate applications generally require robots customized to a part’s unique geometry. For both methods, a pressure pot is employed to move an adhesive to a gun and air pressure is used to control the amount of adhesive being delivered to a part.
If you’re new to automation, see our ROI calculator and resources—or case studies and guides below—to help you in the research process.